



Topwell 3 в 1 двойной импульсный сварочный аппарат миг/маг сварочный аппарат 250 ампер мма Soldador без газа
- модель
- PROMIG 250XP
свойство
- Входное напряжение
- 1ф ~ 230В ±15%
- Номинальная мощность (40 ℃) 60%
- 250А/26,5В
- Функции
- Импульсный и двойной импульс MIG
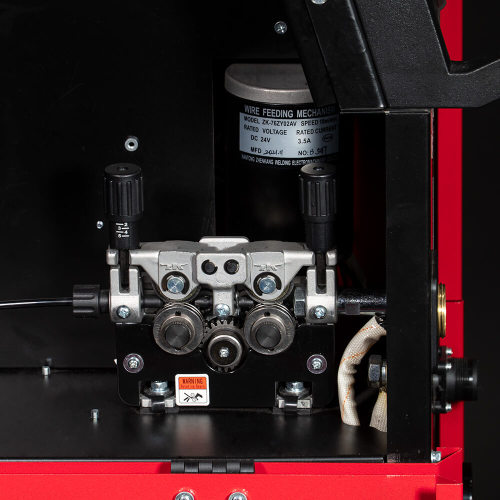
- Устройство подачи проволоки
- 4 ролика
оценивать
Описание продуктов
Детали
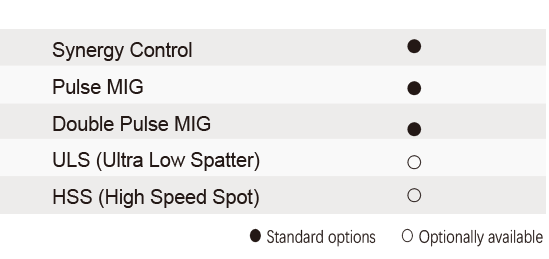
Усовершенствованная импульсная и двухимпульсная сварка MIG
ПРОМИГ 250XP
Синергия управления
Устанавливайте процедуры сварки с помощью одного элемента управления. Всего 3 шага для достижения идеальной сварки.
Превосходные характеристики алюминия
Модернизированная импульсная сварка MIG имеет более высокий пиковый ток и больший запас энергии. Идеальная форма волны обеспечивает контроль нагрева при сварке алюминия и практически исключает проблемы прожога и деформации более тонких материалов. Благодаря двойному импульсу нет необходимости качать, качество сварки и внешний вид улучшаются.
Улучшенный рабочий процесс и элементы управления
Первоначальный контроль дуги, контроль обратного выгорания, контроль длины дуги, динамический контроль — они упрощают эксплуатацию и управление сваркой.
Сверхмалое разбрызгивание (ULS)
Это модифицированная передающая дуга с короткой дугой, которая контролирует нестабильность во время изменения состояния между короткой дугой и дугой, чтобы контролировать количество и размер образующихся брызг. До 75 % меньше брызг, до 25 % экономии на расходах на газ.
Высокоскоростное пятно (HSS)
Обеспечивает более высокую скорость перемещения и лучшую производительность сварки, особенно для тонких (менее 2 мм) труб или работ по сварке рам/конструкций, таких как мебель и т. д.
Простое управление
3 шага для достижения идеальной сварки
1. Выберите режим работы
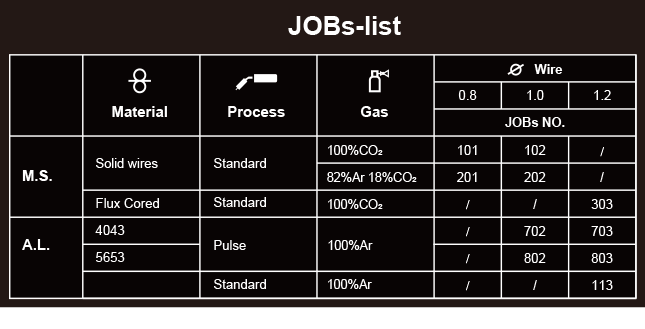
2. Выберите номер списка заданий.
3. Отрегулируйте сварочный ток.
(всегда идеальная настройка благодаря синергетической функции с учетом толщины материала)
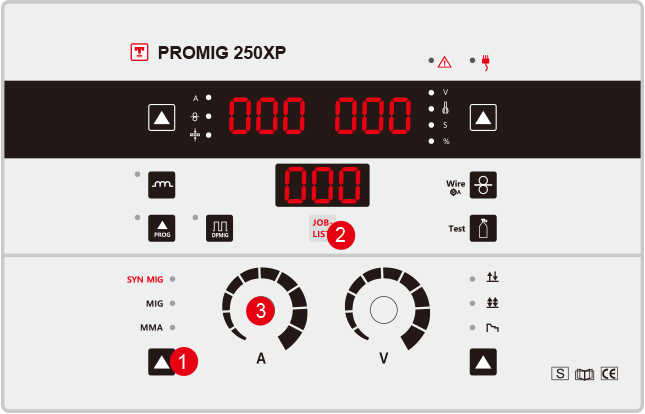
Синергический контроль со списком заданий
Отображением списков заданий можно легко и интуитивно управлять с помощью графического пользовательского интерфейса. Мы собрали идеальную сварочную кривую для каждого номера задания. для высокоэффективной многопроцессной сварки углеродистых, нержавеющих сталей и алюминиевых сплавов. Эксплуатация стала проще, чем когда-либо прежде.
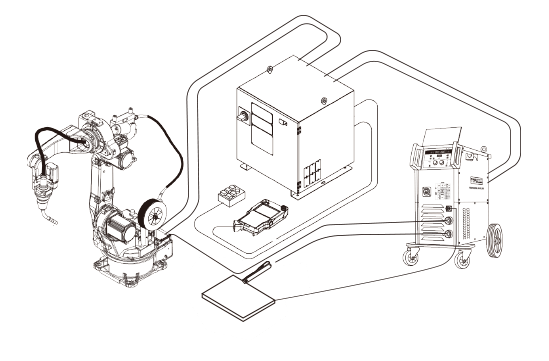
Отдельный механизм подачи проволоки и дистанционное управление, возможность роботизации (опция)
Роботизированная сварка с передовым пакетом процессов MIG обеспечивает сверхвысокую эффективность сварки с отличными характеристиками сварки. Дополнительный пакет для интерфейса робота с помощью аналоговых разъемов или цифровых портов, включая EtherNetlP, DeviceNet, CAN, CANOPEN, RJ485 и т. д.
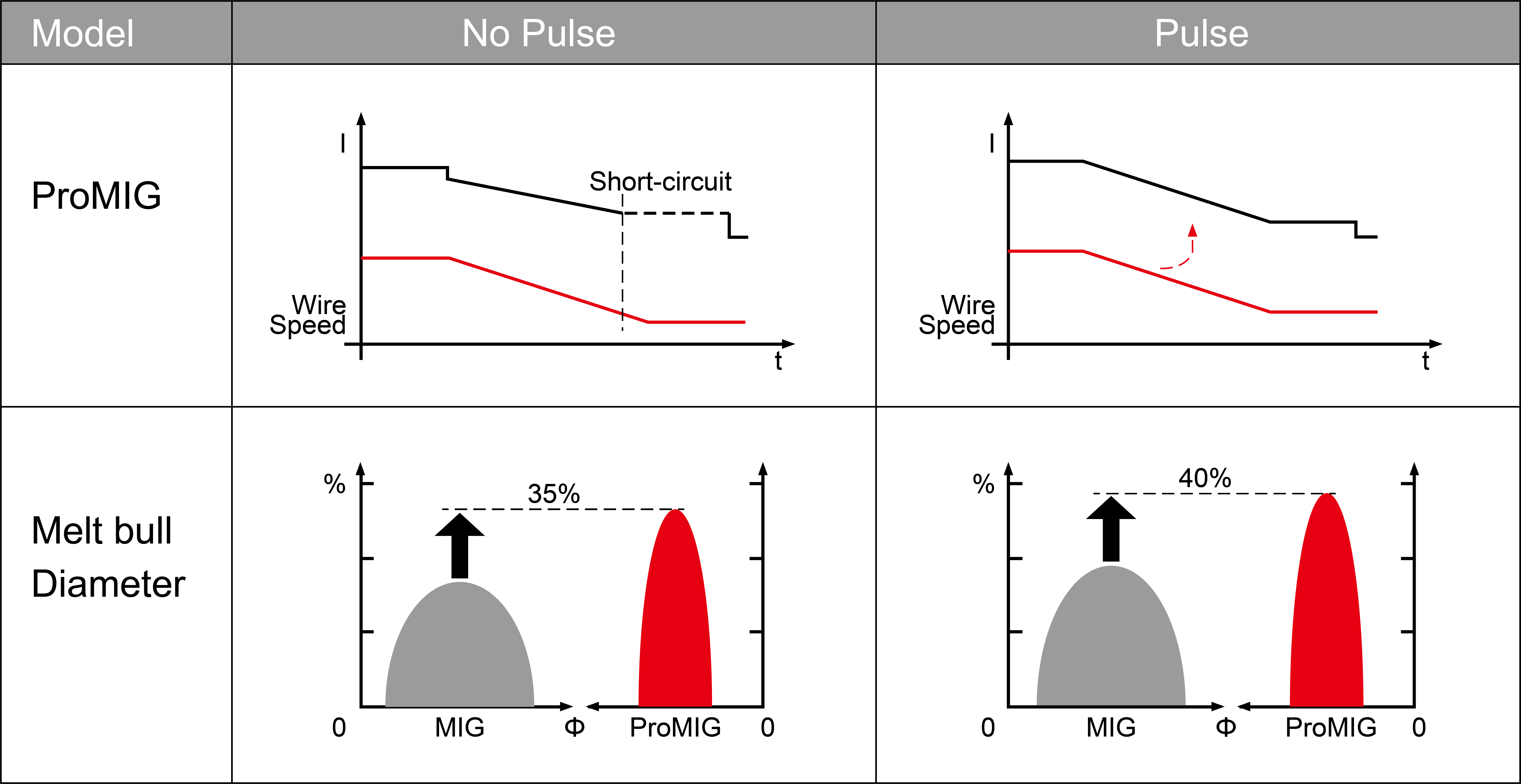
Импульсная сварка MIG с большей разницей токов
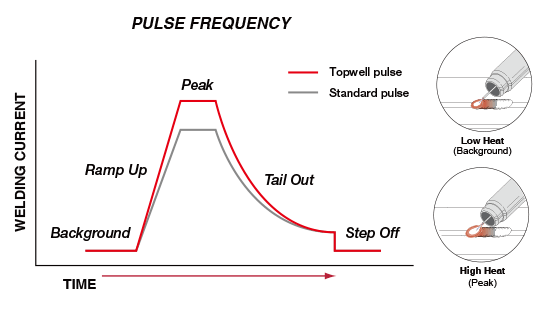
PROMIG 250XP — это модернизированный модуль и машина, совместимая с более совершенными импульсными процессами. В модели PROMIG 250XP стандартный импульсный процесс улучшен, обеспечивая более высокий пиковый ток и большую разницу токов, что больше подходит для сварки алюминиевых сплавов. По мере увеличения/уменьшения скорости подачи проволоки параметры импульса или MIG также увеличиваются/уменьшаются, чтобы соответствовать необходимому количеству мощности, необходимому для достижения более совершенной сварочной кривой.
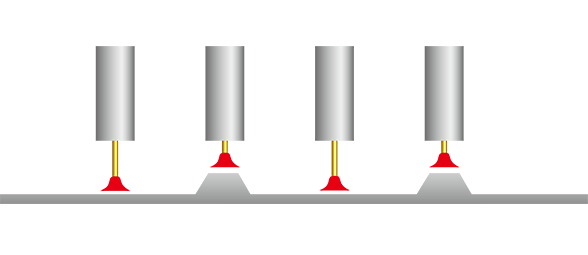
Двойной импульсный МИГ
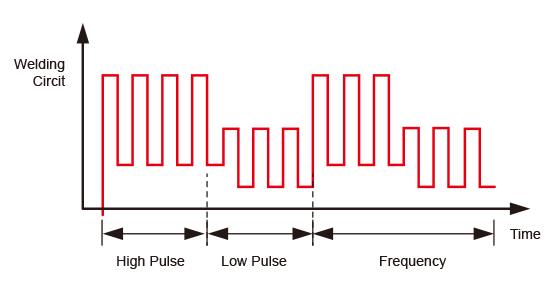
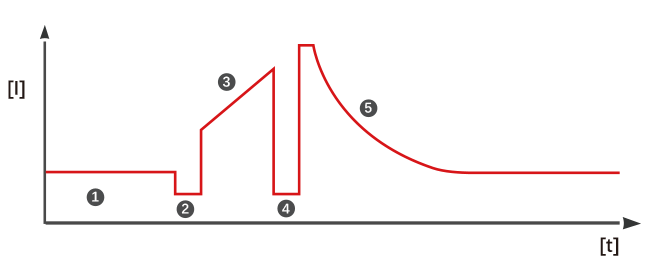
Двойной импульс представляет собой комбинацию импульсного процесса MIG и изменения высокого и низкого тока, при этом секция низкого импульса обеспечивает время охлаждения ванны расплава, одновременно моделируя колебания, так что ванна расплава колеблется. Поэтому не нужно размахивать. Вы можете легко получить косметически привлекательный сварной шов со значительно меньшим и большим тепловложением контроллера в заготовку. Это приводит к гораздо меньшему искажению и меньшему количеству доработок алюминиевых листов.
В процессе двойного импульса тепловложение дуги меняется, что эффективно снижает тепловложение основного металла. Это уменьшает возникновение дефектов сварки, таких как трещины. Качество сварки сравнимо с процессом TIG.

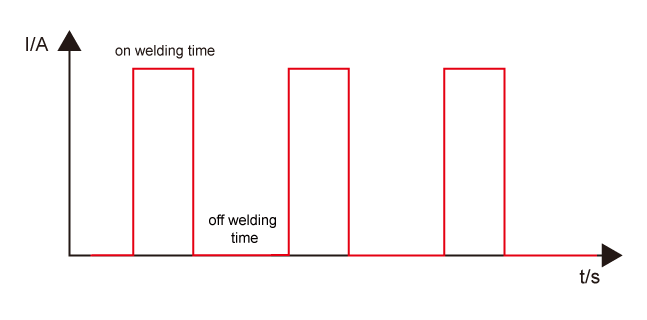
ULS – сверхнизкое разбрызгивание
Процесс ULS представляет собой модифицированную передаточную дугу с короткой дугой и идеальной настройкой формы волны, которая значительно снижает образование брызг. В фразе о щипке происходит специальное прерывание тока, энергия извлекается в соответствии с настройками программы, избегая взрыва, вызванного большим током, а поверхностное натяжение расплавленной ванны нагревает образовавшиеся капли. Даже при сварке CO2 и MAG она позволяет свести к минимуму количество брызг, что означает меньшее количество доработок, меньшее количество брака, меньшие затраты на очистку и экономию на изнашиваемых деталях.
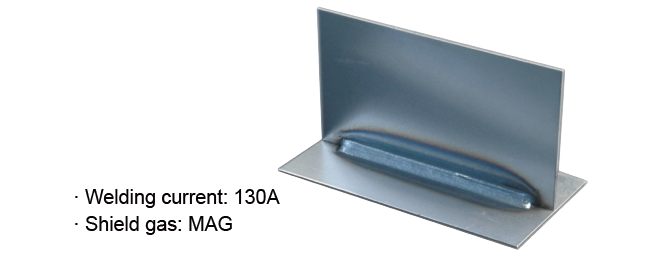

HSS – технология высокоскоростного пятна
HSS — это высокоскоростная точечная сварка, которая идеально сочетает в себе процесс сварки, физику дуги, высокую динамическую мощность и мощную технологию управления двигателем, короткое время зажигания и окончания дуги, позволяет быстро сформировать сварочную катушку. Цикл точечной сварки быстро завершается, повторяется снова и снова, регулируя временной интервал с помощью робота, чтобы получить желаемую рыбью чешую, сварной шов получается четким и красивым.

Улучшенный рабочий процесс и элементы управления
Начальный контроль дуги
Мы контролируем энергию дуги с помощью сварочной волны, что позволяет повысить вероятность зажигания дуги и быстро создать ванну расплава.

Контроль обратного сгорания
Регулируемая задержка времени между выключением дуги и подачей проволоки для предотвращения прилипания проволоки к ванне.
Контроль длины дуги
Благодаря регулированию длины дуги, независимо от изменения расстояния между горелкой и заготовкой или сварочного напряжения, длина дуги остается постоянной, а качество и внешний вид шва остаются неизменными.
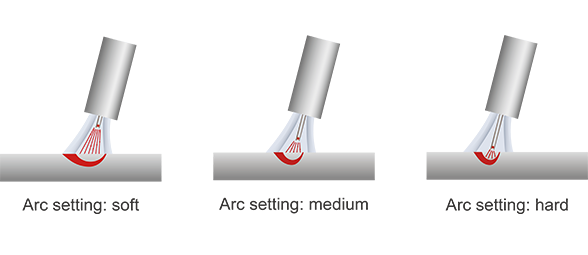
Динамический контроль
Дугу можно легко регулировать в зависимости от детали и положения, а также в соответствии с индивидуальными предпочтениями сварщика с помощью динамического управления. Изменение дуги на мягкую, жесткую или на любую промежуточную, повышает надежность хорошего формирования корня и бокового сваривания даже при неидеальном положении горелки.
видео
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Машины
|
наименование товара
|
ПроМИГ-250XP
|
|
Машины Процессы
|
Палка (SMAW) Порошковая проволока (FCAW) МИГ (GMAW) Импульсная сварка MIG (GMAW-P) Двойная импульсная сварка MIG (GMAW-DP) |
|
Устройство подачи проволоки
|
4-ролики
|
Вес и размеры продукта
|
Размеры (Д*Ш*В): машина
|
950х460х1000мм
|
Вес нетто: Машина | 52 кг |
Базовая спецификация
|
Напряжение сети (В)
|
1Ф 230В/3Ф 400В/3Ф 230/400В
|
|
Максимальная мощность нагрузки
|
14,88 кВА
|
|
Номинальный рабочий цикл при 40 ℃ (105 ℉): 60%
|
360А/32В |
|
Номинальный рабочий цикл при 40 ℃ (105 ℉):100%
|
250 А/26,5 В |
Холостое напряжение | 70В~80В |
Фактор силы | 0.87 |
Эффективность | 89% |
Устройство подачи проволоки | 4 ролика |
Скорость подачи проволоки зазвонила | 0~25м/мин |
Емкость катушки с проволокой | 300 мм (15 кг) |
Провода φ (мм): Fe | 0,8~1,2 мм |
Провода φ (мм): Алюминий | 0.8~1.2мм |
Проволока φ (мм): Порошковая | 0.8~1.2мм |
ВАМ ТАКЖЕ МОЖЕТ ПОНАДОБИТЬСЯ

Пушпульный пистолет

Дистанционное управление

Сварочная куртка

Сварочный шлем премиум-класса.








