Импульсный сварочный аппарат MIG на 500 ампер CO2 Welder ProMIG-500XP Аппарат охлаждающей воды для сварочного аппарата MIG
- модель
- PROMIG 500XP
свойство
- Входное напряжение
- 3ф ~ 400В ±15%
- Номинальная мощность (40 ℃) 100%
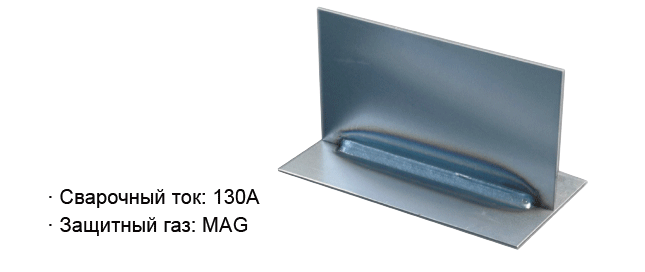
- МИГ: 500А/39В
- Функции
- Высокоскоростной импульс, ультранизкое разбрызгивание, гибридный импульс
оценивать
Описание продуктов
Детали
Высокоскоростная импульсная сварка MIG
PROMIG 500XP
Synergy Control
Улучшенный рабочий процесс и элементы управления
Высокоскоростной импульс (HSP)
Высокоскоростной двойной импульс (HDP)
Высокоскоростная распылительная дуга (HSA)
Микродвойной процесс (MDP)
Сверхнизкое разбрызгивание (ULS)
Сверхконцентрированная дуга (UCA)
Гибридное управление импульсом (HPC)
Высокоскоростная точечная сварка (HSS)

Простое управление
3 шага к достижению совершенства сварки
1. Выберите режим работы
2. Выберите Процессы-список №
3. Отрегулируйте сварочный ток
(всегда идеальная настройка с помощью синергетической функции с использованием толщины материала)

Синергический контроль со списком процессов
Дисплей списка процессов легко и интуитивно управляется с помощью графического пользовательского интерфейса. Мы собрали идеальную сварочную кривую в каждом Process-No., чтобы помочь пользователям выбрать лучший процесс сварки для углеродистых сталей, алюминиевых сплавов и нержавеющей стали. Эксплуатация стала проще, чем когда-либо прежде.

Функция хранения памяти
Пользователи будут иметь различные потребности в сварке и надеяться установить наиболее подходящие параметры сварки для различных материалов и заготовок. Серия PROMIG XP имеет функцию хранения в памяти, до 999 независимых сварочных задач (Jobs) для поддержания/сохранения различных параметров сварочных операций. Выбирайте и быстро восстанавливайте предыдущие настройки одним щелчком мыши, что делает работу проще и эффективнее.

Гибкие методы управления
Вы можете регулировать машину где угодно ----- у источника питания, у ....

Возможность интеллектуального производства в будущем
Дополнительное управление пользователями
PROMIG 500XP оснащен функцией активного управления пользователями и назначаемыми ключами NFC для установки защиты и разрешений на настройку параметров.

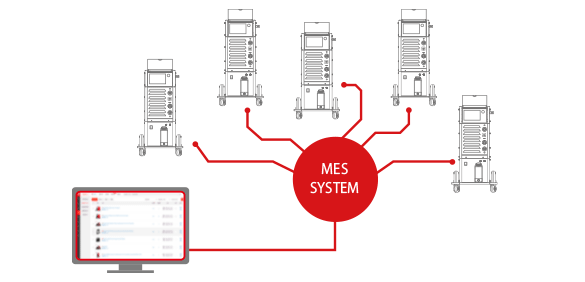
Также можно подключиться к системе MES, которая больше подходит для современного управления производственными данными.
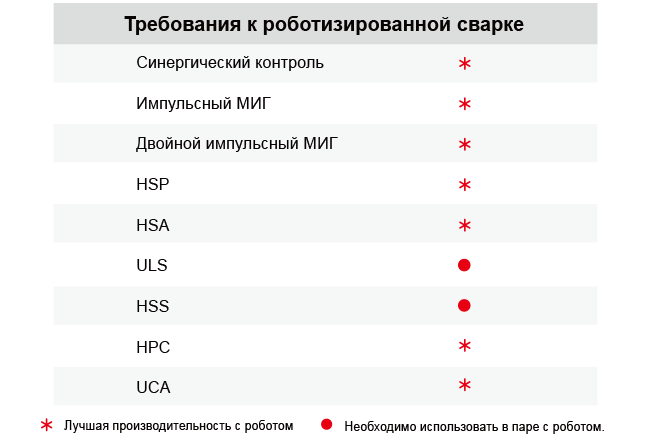
Готов к роботизированной сварке
Роботизированная серия PROMIGXP с усовершенствованным пакетом процессов MIG-сварки обеспечивает сверхвысокую эффективность сварки с идеальными сварочными характеристиками.
Используя встроенные протоколы связи, нет необходимости добавлять дополнительные внешние модули связи. Дополнительные пакеты для интерфейсов робота реализуются через цифровые порты, включая EtherNetlP, DeviceNet, CAN, CANOPEN, RJ485 и т. д.

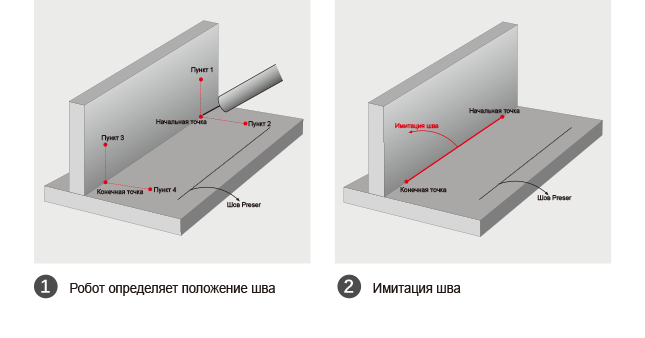
Параметры сварочного аппарата взаимодействуют с роботом в режиме реального времени с высокой частотой, что позволяет точно отслеживать положение дуги и идеально поддерживать отслеживание дуги роботом.
Улучшенный процесс эксплуатации и контроля
Контроль длины дуги
Благодаря регулированию длины дуги, независимо от изменяющегося расстояния между горелкой и заготовкой или сварочного напряжения, длина дуги остается постоянной, а качество и внешний вид шва остаются неизменными.
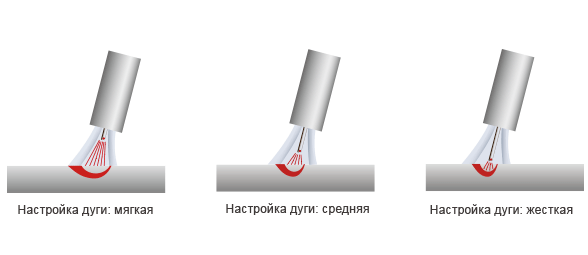
Динамический контроль
Дугу можно легко отрегулировать в зависимости от заготовки и положения, а также индивидуальных предпочтений сварщика с помощью Dynamic Control. Изменение дуги на мягкую или жесткую или на любую промежуточную, повышает надежность для хорошего формирования корня и бокового сплавления даже при неидеальном положении горелки.
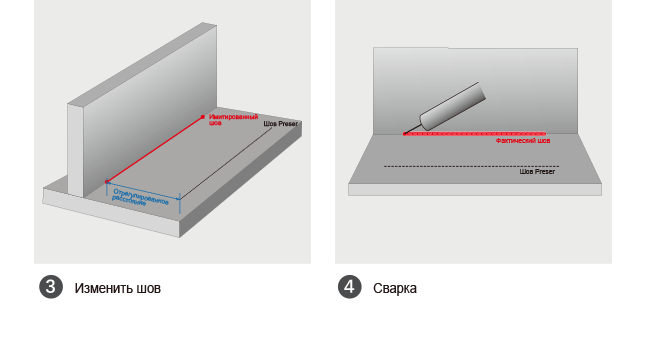
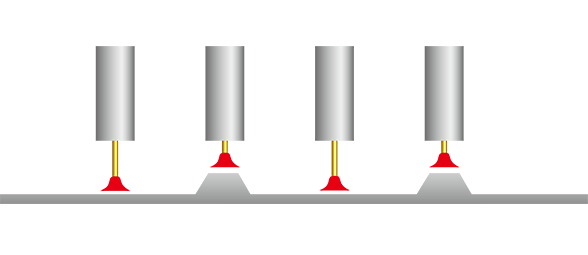
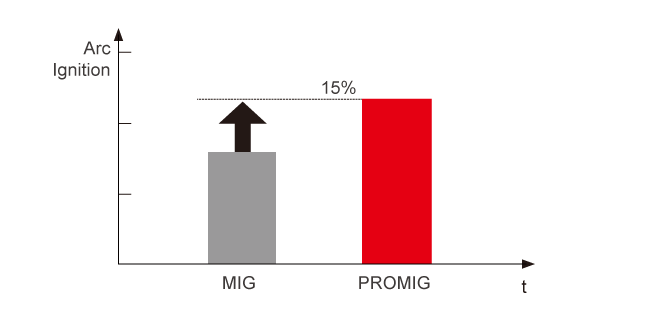
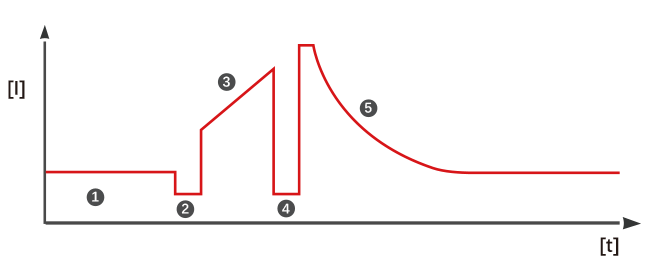
Начальный контроль дуги и контроль обратного горения
Начальный контроль дуги используется для повышения успешности зажигания дуги и формирования меньшего расплавленного шарика. Контроль обратного горения усиливает функцию устранения расплавленного шарика, облегчая вторичный начальный дуговой разряд.
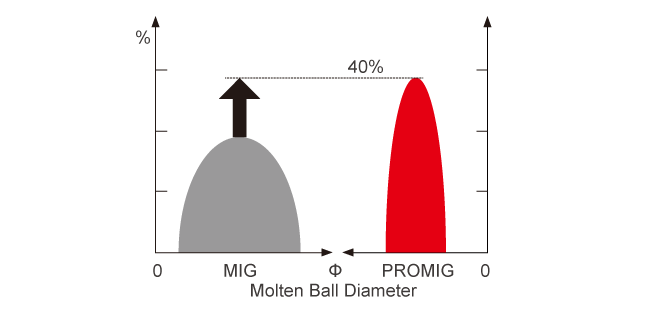
Импульсная сварка MIG с большей разницей тока
Серия PROMIG XP — это усовершенствованная модель и машина, совместимая с более продвинутыми импульсными ценами. Может обеспечивать более высокий пиковый ток и большую разницу тока, что больше подходит для сварки алюминиевых сплавов, легко запуская стабильную дугу и очищая окислы, при этом генерируя достаточно тепла для расплавления металла и получения высококачественных сварных швов.
Премиальный пистолет-пулемет
Используя самую прочную конструкцию двигателя и привода, а также устанавливая двигатель волочения проволоки близко к месту сварки, подача проволоки становится более плавной и менее подверженной блокировке, особенно в условиях сварки алюминия, что повышает производительность подачи проволоки и стабильность дуги.
Оснащенный ЖК-дисплеем и функциональными клавишами, он может взаимодействовать с силовым агрегатом для регулировки процедур и параметров сварки.
Связь между цифровой сварочной горелкой и агрегатом позволяет улучшить синергетическую сварку, поскольку скорость подачи проволоки увеличивается/уменьшается, параметры MIG увеличиваются/уменьшаются для соответствия требуемой мощности.


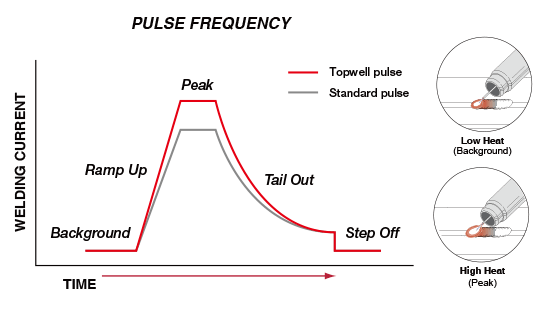
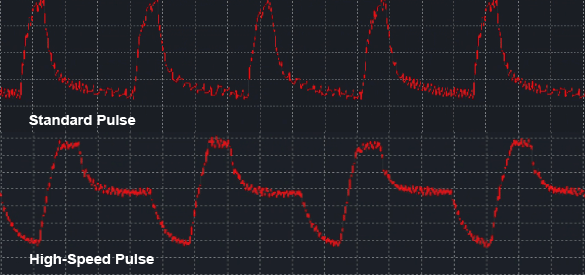
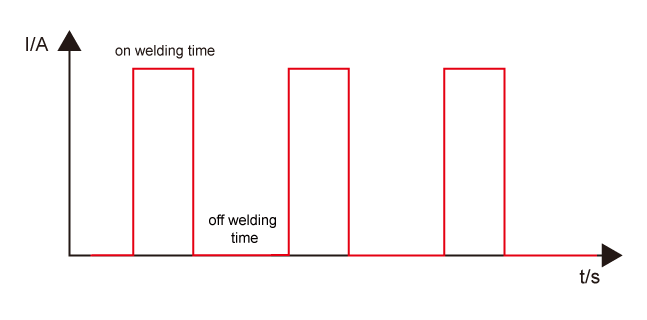
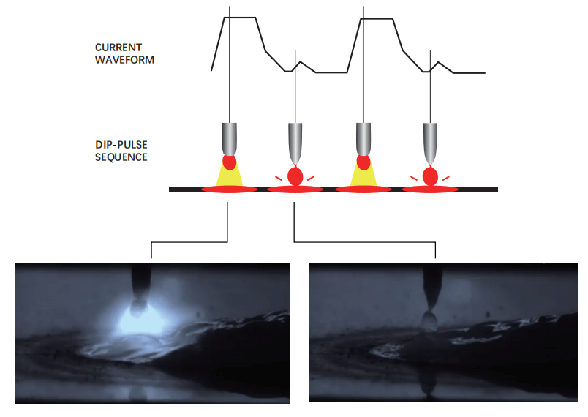
Точный контроль периода импульса обеспечивает стабильный процесс перехода капли, при этом за период импульса из кончика сварочной проволоки вылетает только одна капля металла. Таким образом, даже при высоком токе не образуется большого количества брызг, что сокращает объем работ по очистке и улучшает внешний вид сварного шва.
Мощное накопление данных сформировало идеальную форму импульсной волны PROMIG 500XP с несколькими параметрами сварки, работающими вместе. По мере увеличения/уменьшения скорости проволоки параметры импульса или MIG также будут увеличиваться/уменьшаться, чтобы соответствовать соответствующей мощности, необходимой для достижения более идеальной сварочной кривой.
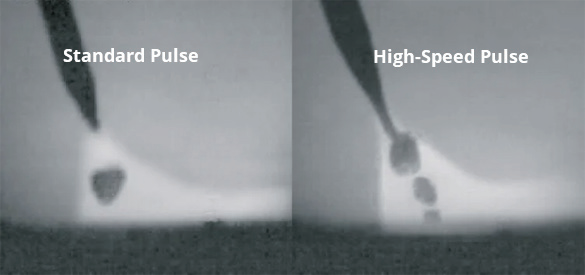
HSP — технология высокоскоростных импульсов
-Специально разработанный для использования в сложных цехах, скорость наплавки может увеличиться на 25~48% для различных материалов, независимо от того, используются ли они в производстве толстых материалов или листового металла.
-Процесс высокоскоростной импульсной сварки (HSP) позволяет вам экономить время, деньги и энергию по сравнению с традиционной импульсной сваркой. Этот процесс готов поднять импульсную сварку на совершенно новый уровень!
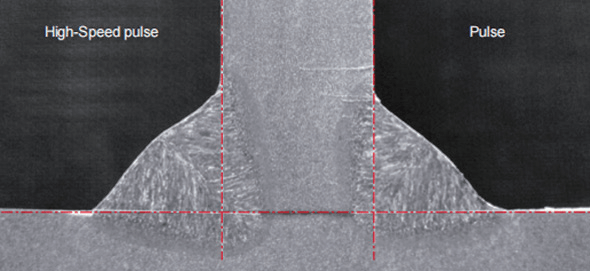
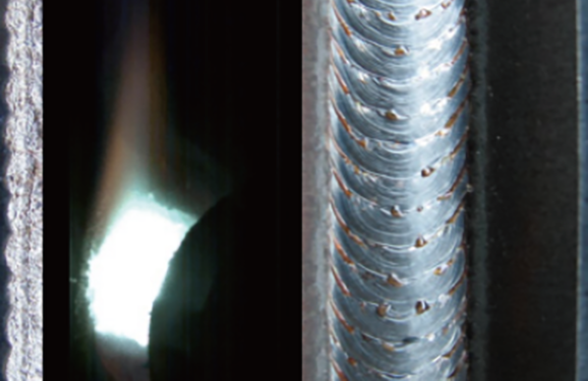
-В общем, один импульс расплавляет одну каплю, но мы увеличиваем подачу этих капель с помощью нового высокоскоростного импульсного процесса TOPWELL. Переход будет быстрее, зона термического влияния станет уже, а проникновение глубже!
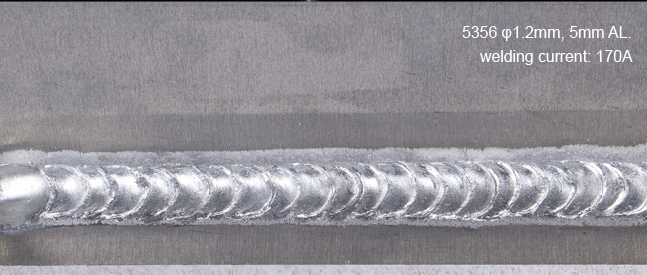
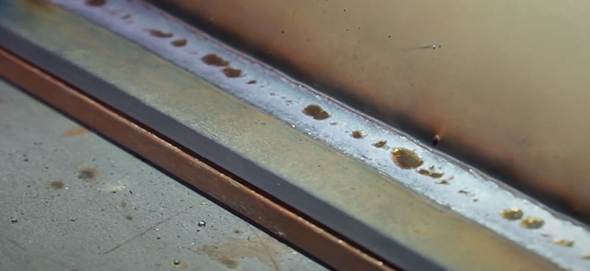
Получите лучший сварной шов
Меньше подвода тепла, меньше брызг, меньше доработок.
Получите более высокую прочность сварки
Более глубокое проплавление, отсутствие подрезов, более высокая прочность.
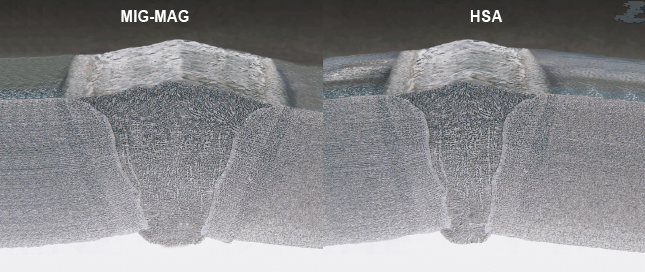
HSA - Высокоскоростная дуга распыления
Идеальное сочетание высококонцентрированной и чрезвычайно стабильной дуги с высокой плотностью. HSA обеспечивает более глубокое проникновение, более узкую зону нагрева, позволяет использовать меньшие углы раскрытия для многослойной сварки, значительно увеличивает скорость сварки до 30% быстрее, чем при обычной сварке MIG-MAG. Это делает сварку более эффективной и экономичной.
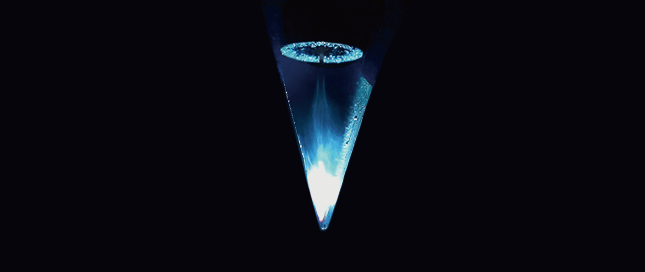
Меньший угол раскрытия
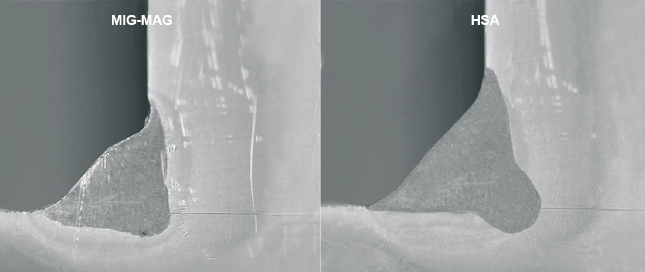
Более глубокое проникновение
Больше экономии материала
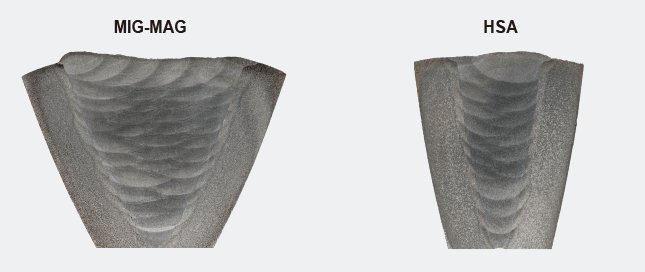
Более высокая эффективность сварки
ULS - Сверхнизкое разбрызгивание
Процесс ULS представляет собой модифицированную дугу короткой дуги переноса с идеальной настройкой формы волны, которая значительно снижает образование брызг. В критической ситуации, есть специальное прерывание тока, энергия извлекается при программной настройке, избегая взрыва, вызванного большим током, а поверхностное натяжение расплавленной ванны нагревает образующиеся капли. Даже при сварке CO2 и MAG он может минимизировать образование брызг, что означает меньше доработок, меньше брака, меньше необходимой очистки и экономию на изнашиваемых деталях.

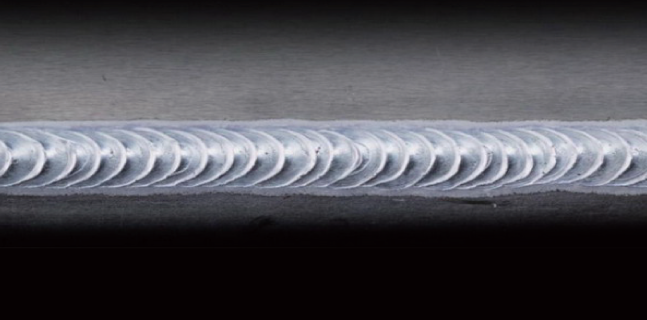
HSS — высокоскоростная точечная технология
HSS — это высокоскоростная точечная сварка, которая идеально сочетает в себе процесс сварки, физику дуги, высокую динамическую мощность отклика и мощную технологию управления двигателем, короткое время зажигания дуги и время окончания дуги, сварочная катушка может быть сформирована быстро. Цикл точечной сварки быстро завершается, цикл снова и снова, регулируя временной зазор с помощью робота, чтобы получить желаемую рыбью чешую, сварной шов чистый и красивый.

HPC — гибридное импульсное управление
Ключевым моментом являются варианты управления процессом сварки с синергетической формой волны, применяемые при сварке MIG, которые представляют собой импульсный (струйный) и короткозамкнутый типы переноса в одном рабочем цикле. Он обеспечивает исключительную направленную стабильность, глубокое проникновение и свободное разбрызгивание.
Процесс сварки вертикально вверх HPC
MDP - Микро Двойной Процесс
MDP — это микродвойной процесс, сверхточный на синергии импульсной формы волны, управляемой процессом-контролем, свободно регулирует шевроны сварного шва от грубого до тонкого. Ключевым моментом является то, что когда высокие и низкие импульсы чередуются, в фазе низкого импульса не образуется капель. Преимуществом MDP являются точный ввод энергии, низкая деформация, идеальный внешний вид сварки, подобный сварке TIG, легко воспроизводимый любым человеком, и производительность сварки может быть в два раза выше, чем у обычного TIG. MDP особенно подходит для тонкостенных и среднестенных (1-8 мм) изделий из алюминия, стали и CrNi, таких как рамы, столы, кровати и мебельные конструкции.

ВИДЕО
СПЕЦИФИКАЦИИ
Машины
|
наименование товара
|
ПроМИГ-500XP
|
|
Машины Процессы
|
СМАВ
ГМАВ
ФКАВ
ГМАВ-П
GMAW-HSP |
|
Устройство подачи проволоки
|
4-ролики
|
Вес и размеры продукта
|
Размеры (Д*Ш*В): машина
|
950х460х1080 мм
|
|
Размеры (Д*Ш*В):
Механизм подачи проволоки |
710х350х500 мм
|
Net Weight : Machine | 66,5 кг |
Net Weight : Wire feeder | 15 кг |
Базовая спецификация
|
Напряжение сети (В)
|
3Ф~400В±15%(50/60Гц)
|
|
Максимальная мощность нагрузки
|
25,18 кВА
|
|
Номинальный рабочий цикл при 40 ℃ (105 ℉): 60%
|
500 А/39 В
|
|
Номинальный рабочий цикл при 40 ℃ (105 ℉):100%
|
400 А/31,5 В
|
Холостое напряжение | 70В~80В |
Фактор силы | 0.87 |
Эффективность | 89% |
Устройство подачи проволоки | 4 ролика |
Скорость подачи проволоки зазвонила | 0~25м/мин |
Емкость катушки с проволокой | 300 мм (15 кг) |
Провода φ (мм): Fe | 0,8~1,6 мм |
Провода φ (мм): Алюминий | 1.0~1.6 мм |
Проволока φ (мм): Порошковая | 0.8~1.6 мм |
ВАМ ТАКЖЕ МОЖЕТ ПОНАДОБИТЬСЯ

Пистолет Push-Pull

Дистанционное управление

Сварочная куртка

Премиум сварочный шлем